服务热线
13963508480
服务热线
13963508480
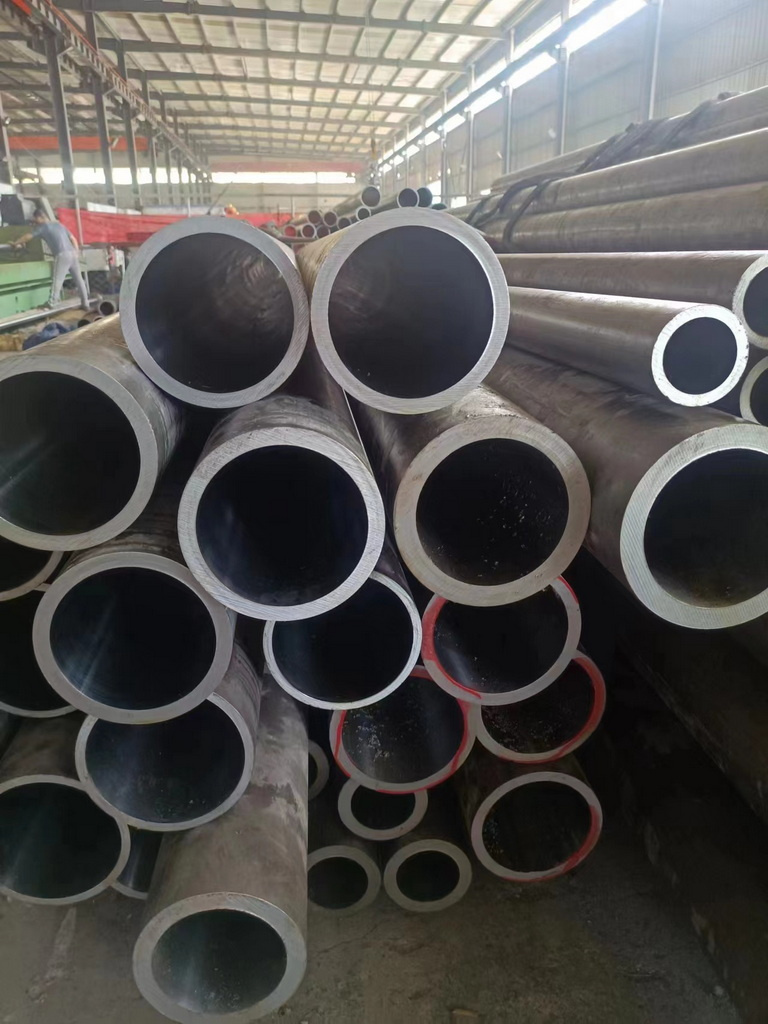
与内螺纹切削对比,珩磨报名参加钻削的磨砂颗粒多,加在每片磨砂颗粒上的切削速度十分小,因此珩磨的切速低.在珩磨管的珩磨全过程中又转动加很多的冷冻液,使产品工件表层获得充足制冷,不容易烫伤,生产加工形变层薄,因此能获得偏细粗糙度.
以便提高工作效率,珩磨管的生产制造全是机械自动化方法了,将珩磨头与车床主轴选用波动联接,以确保容量匀称.因为砂条较长,珩磨时产品工件的凸起一部分先与砂条触碰,接触压力很大,使凸起一部分迅速被磨掉,直到调整到产品工件表层与砂条所有触碰.因而,珩磨可以调整前道工艺过程造成的几何图形样子偏差和表面波度误,但不可以调整中心线部位偏差.
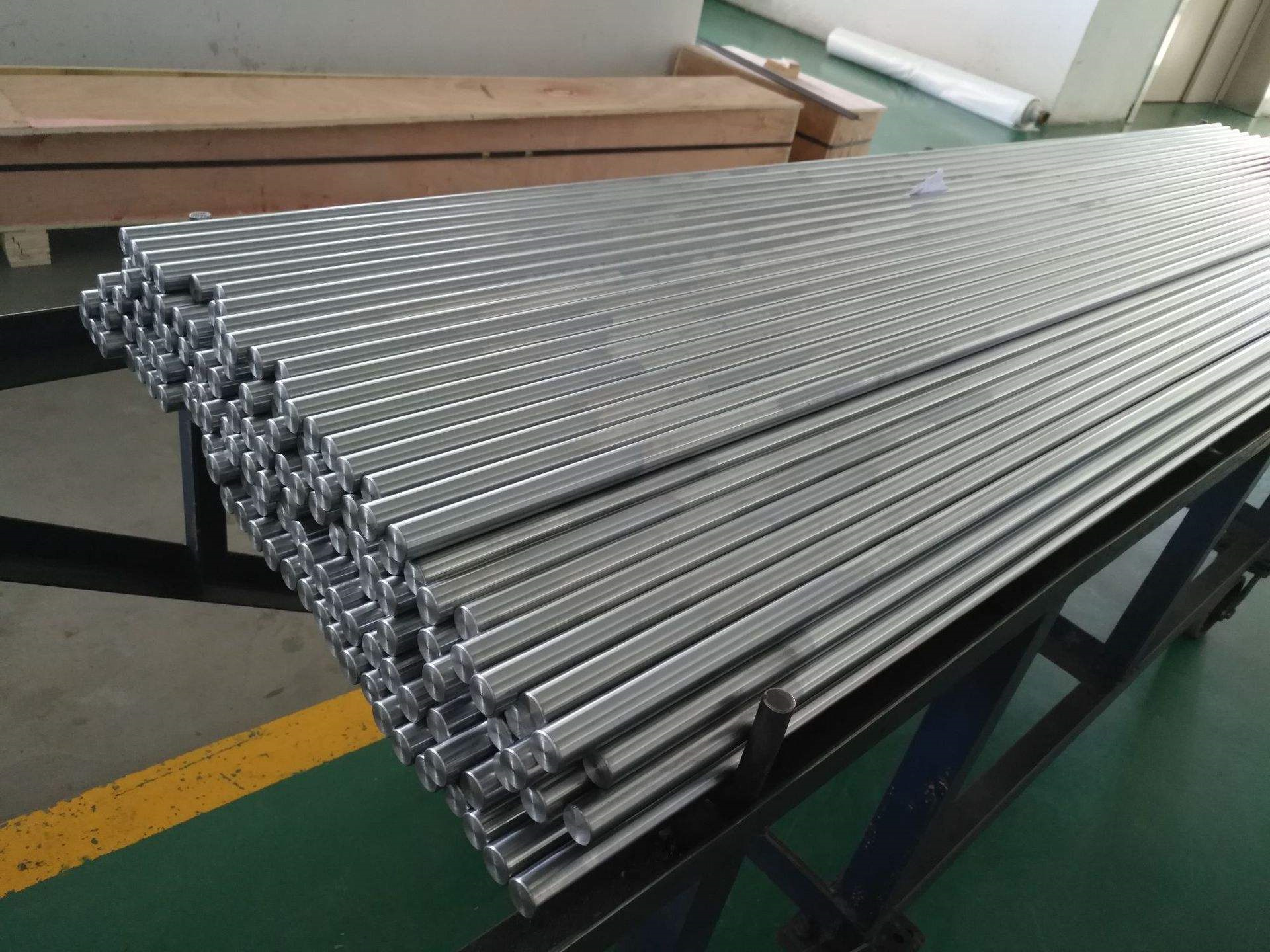
要想使珩磨管得到 优良的珩磨实际效果,除采用优秀的珩磨专用工具及恰当采用磨条原材料和粒度分布外,珩磨时选用加工工艺主要参数对生产加工品质和生产效率也是有挺大的危害.例如适度提升珩磨的反复运动速率,除开提升功效外,还能改进工艺性能.
也有有关管件珩磨中的珩磨工作压力,也就是砂条功效在产品工件表层的工作压力,决策于被生产加工表层的强度,磨条的特性及生产加工的粗糙度规定.以便减少珩磨时产品工件的发烫,立即清除切削以优化粗糙度,在珩磨时务必释放润化冷冻液,确保珩磨管的精密度.
Copyright © 2020 http://www.yhhmg.com All rights reserved.
版权所有:山东亿豪液压机械制造有限公司|绗磨管,油缸管,缸筒,滚压管,珩磨管,研磨管,滚压缸筒,精密绗,磨管,备案号: 鲁ICP备2023020964号-1
联系人:安经理 手机:13963508480 网址:www.www.yhhmg.com 地址:山东省聊城经济技术开发区蒋官屯街道金山路帝豪物资南一楼107号车间