服务热线
13963508480
服务热线
13963508480
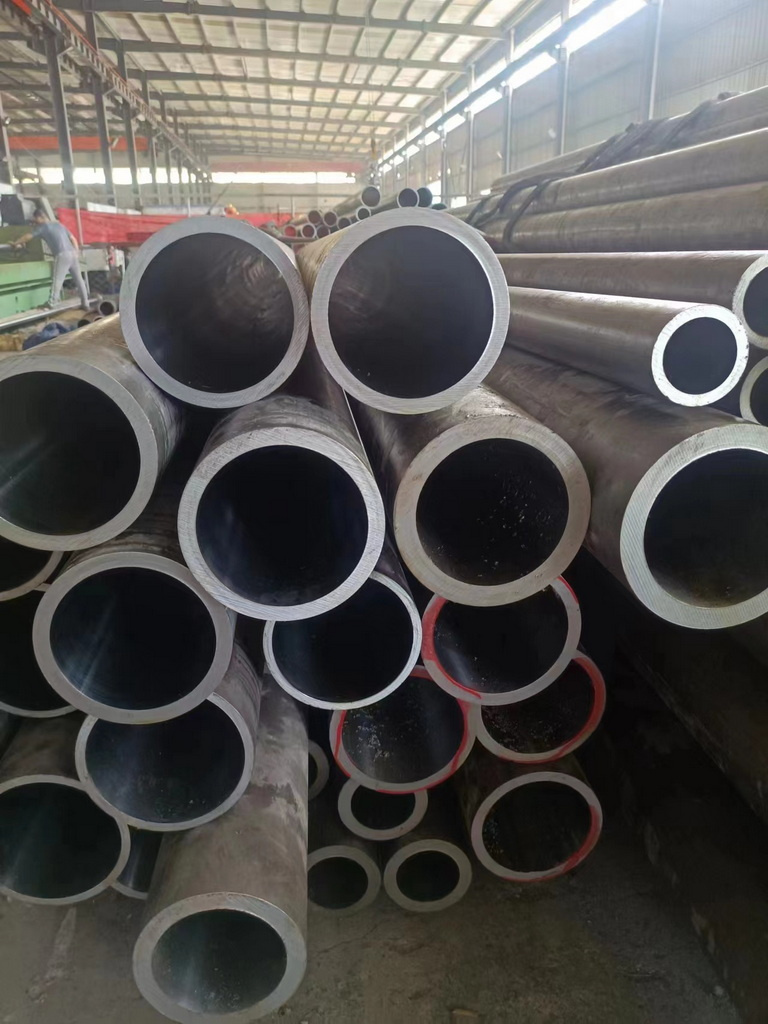
绗磨管厂家提供液压油缸的保养,在绗磨管的加工过程中,影响绗磨管最终成品质量的重要原因就是绗磨管表面的麻点,想要生产出质量较高的绗磨管,首要修复的就是这些麻点瑕疵。针对这一问题,可以使用以下方法进行修复:1、选用优质的热轧管坯料
从原料进行控制,冷拔管的麻点瑕疵均是由于热轧管引起,通过选用锈蚀程度低、厚壁均匀的热轧管,可以减少麻点缺陷,提高绗磨管的成型率。
2、对热轧管内孔进行清洁处理
有关专家指出,在对热轧管冷拔前如若采取探伤以及内表面缺陷的清洁处理后,可以保证冷拔管内孔无麻点等缺陷,使绗磨的加工余量达到最小,从而降低生产成品,提高生产效率,在一些发达国家,如日本、英国、德国等生产企业均是采用这样的生产方式。
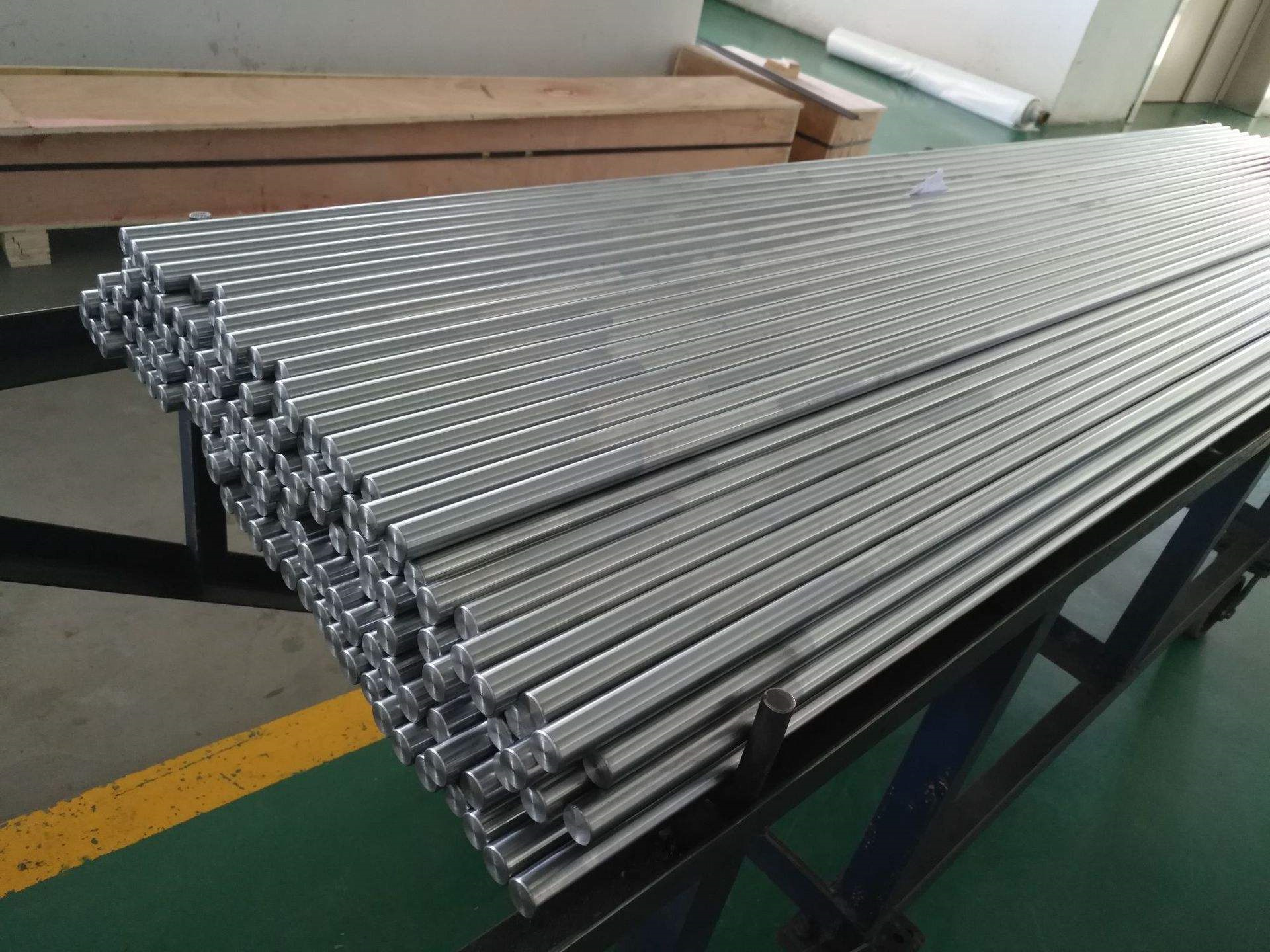
3、提高冷拔程度,加大变形量
为了减小绗磨磨削余量,达到减少麻点瑕疵缺陷的目的,需在绗磨管加工过程中增加管材的冷拔变形次数,加大总变形量。 油缸是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高液压油缸的表面质量。
Copyright © 2020 http://www.yhhmg.com All rights reserved.
版权所有:山东亿豪液压机械制造有限公司|绗磨管,油缸管,缸筒,滚压管,珩磨管,研磨管,滚压缸筒,精密绗,磨管,备案号: 鲁ICP备2023020964号-1
联系人:安经理 手机:13963508480 网址:www.www.yhhmg.com 地址:山东省聊城经济技术开发区蒋官屯街道金山路帝豪物资南一楼107号车间