服务热线
13963508480
服务热线
13963508480
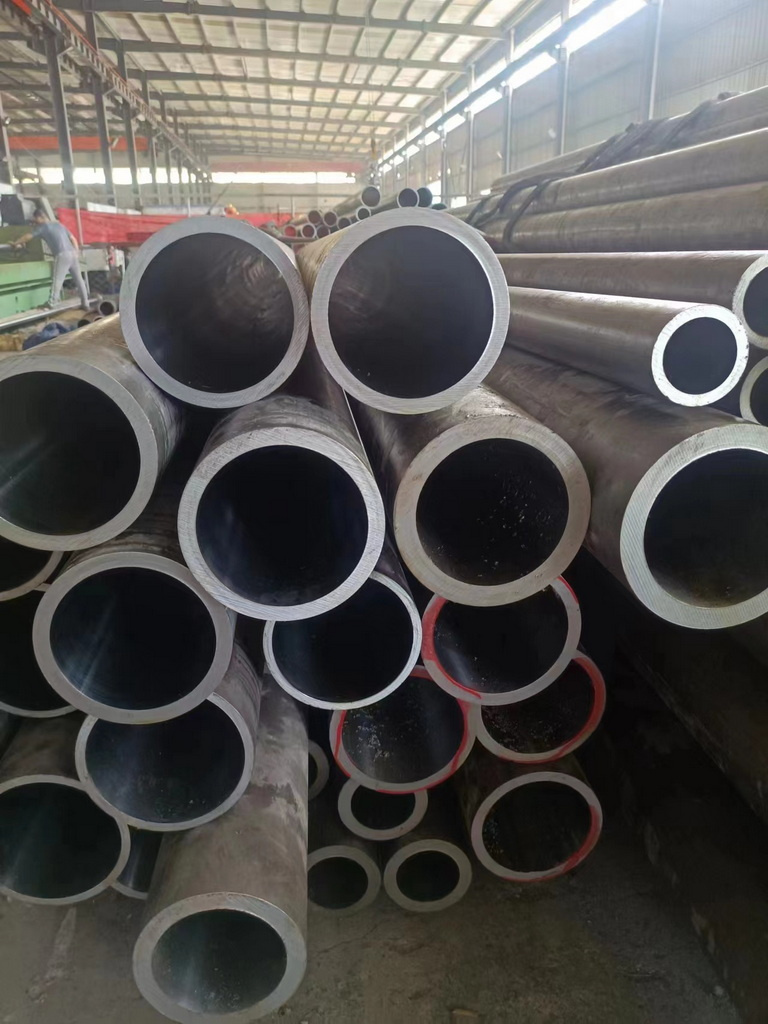
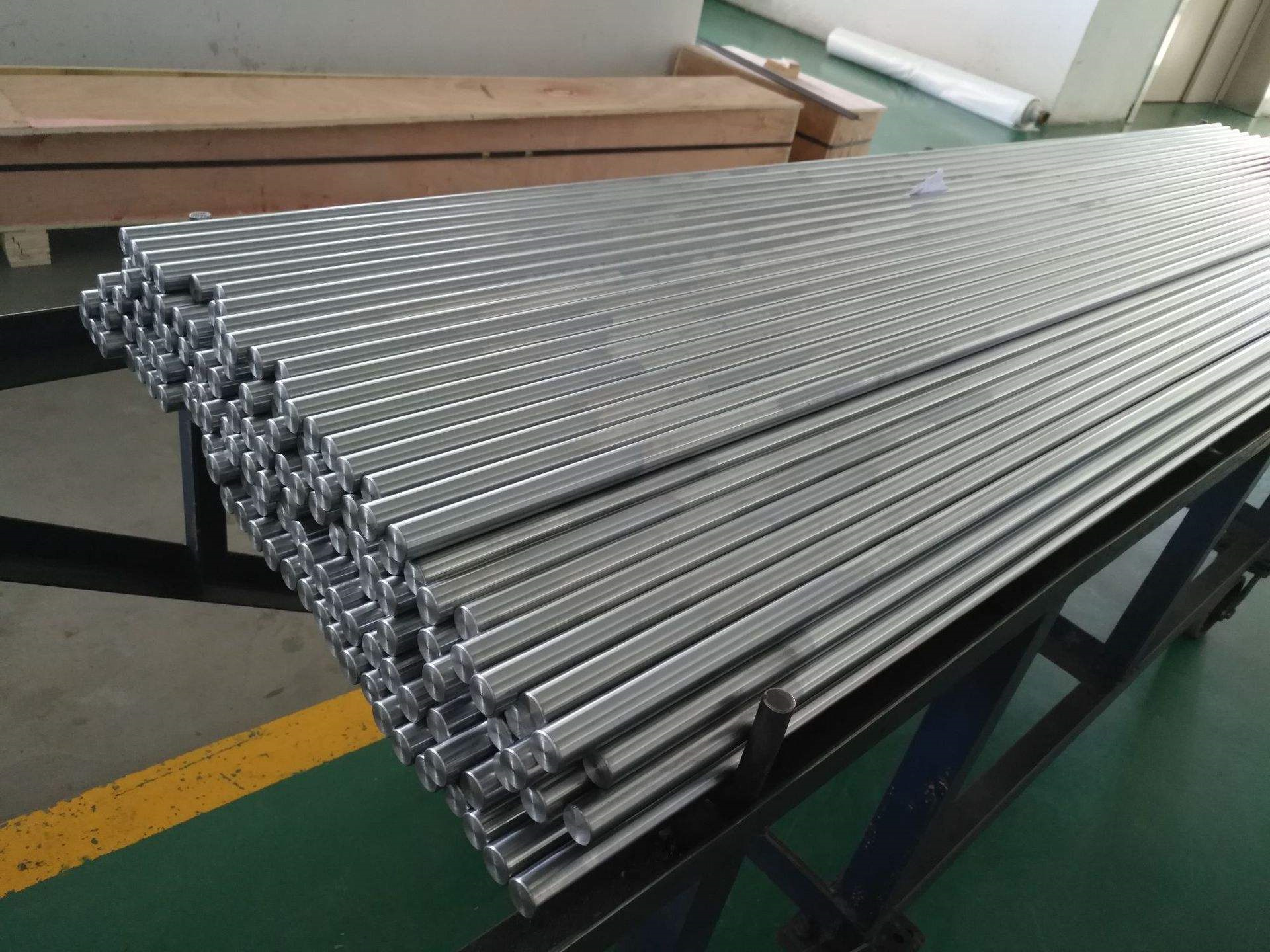
厚壁绗磨管为什么会出现划伤 珩磨,它主要是用来进行孔径的加工,通常是圆柱孔,比如缸筒、阀孔、连杆孔以及箱体孔等,其加工尺寸一般为5500mm,甚至可以更大。并且在一定条件下,它也可以进行外圆、平面
厚壁绗磨管是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,厚壁绗磨管内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高厚壁绗磨管的表面质量。
Copyright © 2020 http://www.yhhmg.com All rights reserved.
版权所有:山东亿豪液压机械制造有限公司|绗磨管,油缸管,缸筒,滚压管,珩磨管,研磨管,滚压缸筒,精密绗,磨管,备案号: 鲁ICP备2023020964号-1
联系人:安经理 手机:13963508480 网址:www.www.yhhmg.com 地址:山东省聊城经济技术开发区蒋官屯街道金山路帝豪物资南一楼107号车间